Been doing a bit of work on a machine i recently acquired from a Canadian government surplus auction.
http://www.practicalmachinist.com/vb...epairs-327006/
This turned out to be a mid production FP4NC flip head machine....Late enough in the production cycle to have the late 3000 rpm thermally protected
servos...Also sports the inner cooling fans for the Bosch transistor servo amplifier chassis....
So there is a feature here that i have not seen on the flip head machines before and was wondering if anyone else might have this , or might shed some light on
what was the "deal" with this machine.....
What i am seeing is that this machine seems to have been machines at the factory to have hard position scales (rulers) fitted to all three axis.....
Now i own an early FP4NC (non flip) and that machine being fairly early in the NC production is fitted with rulers on all three axis...
But i also own an FP2NC "Flip" and and FP3NC "Flip" in addition to the FP4NC "Flip" we are discussing.....and none of the other flip head machines
(FP2NC, FP3NC) are factory setup for rulers......
Its of interest because for me doing prototype work, i like having the rulers...and thinking of adding them....
And find it a bit curious that the later version "Flip" that i own seems to have been built with the ability to have rulers , although they were not fitted.....
Below is an image of the "X" axis slide on my "non Flip" FP4NC...............
![]()
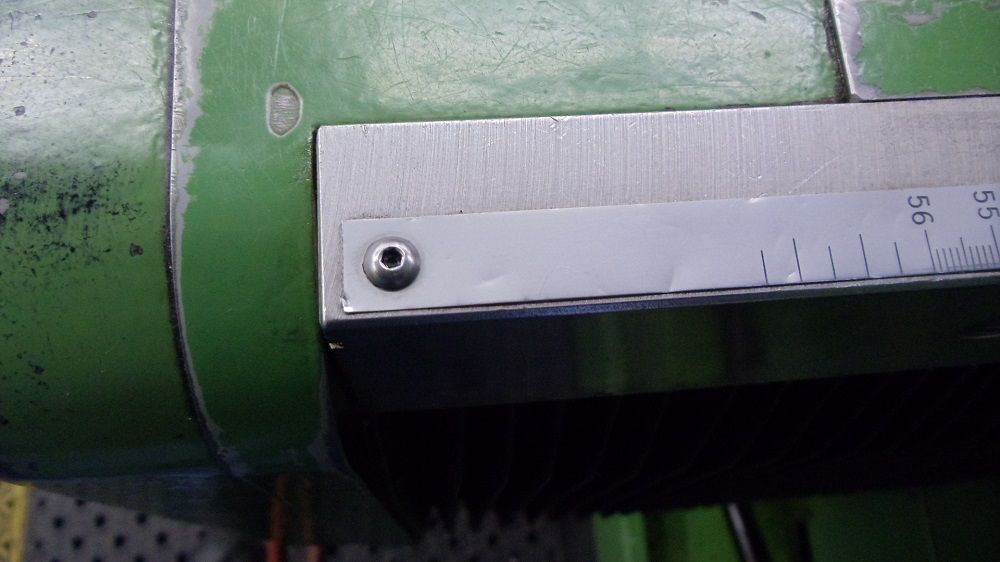
Same area of the "Flip" FP4NC...End of the keeper plate gib is drilled and tapped where the end of the ruler would be ,and a block off screw fitted....
![]()
Ruler as fitted to the non flip FP4NC............................Note the main casting is milled with a slot to accept the little pointer for the ruler.
Also the face of the box way is drilled and tapped for the "Z" ruler end retention....
![]()
Here is the same area on the "Flip" FP4NC...Note the slot is present (black blank off) and the vertical box is drilled and tapped for the end retention of the ruler for the "Z"...
![]()
Further the "Y" casting is drilled and tapped with blank off screws fitted for the "Y" ruler......
Maybe it was special order, or the factory decided to go back to offering the rulers if the customer wished. Just thought it was a bit interesting...
Cheers Ross
http://www.practicalmachinist.com/vb...epairs-327006/
This turned out to be a mid production FP4NC flip head machine....Late enough in the production cycle to have the late 3000 rpm thermally protected
servos...Also sports the inner cooling fans for the Bosch transistor servo amplifier chassis....
So there is a feature here that i have not seen on the flip head machines before and was wondering if anyone else might have this , or might shed some light on
what was the "deal" with this machine.....
What i am seeing is that this machine seems to have been machines at the factory to have hard position scales (rulers) fitted to all three axis.....
Now i own an early FP4NC (non flip) and that machine being fairly early in the NC production is fitted with rulers on all three axis...
But i also own an FP2NC "Flip" and and FP3NC "Flip" in addition to the FP4NC "Flip" we are discussing.....and none of the other flip head machines
(FP2NC, FP3NC) are factory setup for rulers......
Its of interest because for me doing prototype work, i like having the rulers...and thinking of adding them....
And find it a bit curious that the later version "Flip" that i own seems to have been built with the ability to have rulers , although they were not fitted.....
Below is an image of the "X" axis slide on my "non Flip" FP4NC...............
Same area of the "Flip" FP4NC...End of the keeper plate gib is drilled and tapped where the end of the ruler would be ,and a block off screw fitted....

Ruler as fitted to the non flip FP4NC............................Note the main casting is milled with a slot to accept the little pointer for the ruler.
Also the face of the box way is drilled and tapped for the "Z" ruler end retention....

Here is the same area on the "Flip" FP4NC...Note the slot is present (black blank off) and the vertical box is drilled and tapped for the end retention of the ruler for the "Z"...

Further the "Y" casting is drilled and tapped with blank off screws fitted for the "Y" ruler......
Maybe it was special order, or the factory decided to go back to offering the rulers if the customer wished. Just thought it was a bit interesting...
Cheers Ross